
 EN
ENKaixin, une entreprise de haute technologie spécialisée dans la R&D, la production et la vente de vannes de pipeline en polymère.
À l'heure actuelle, de nombreux plastiques techniques ont été appliqués avec succès aux pièces mécaniques et ont obtenu de bons résultats. Cependant, la difficulté du moulage par injection de plastiques techniques est relativement grande, en particulier l'encrassement du moule est susceptible de se produire. Quelle est la cause de l’encrassement des moules après le moulage par injection de plastiques techniques et comment y remédier ?

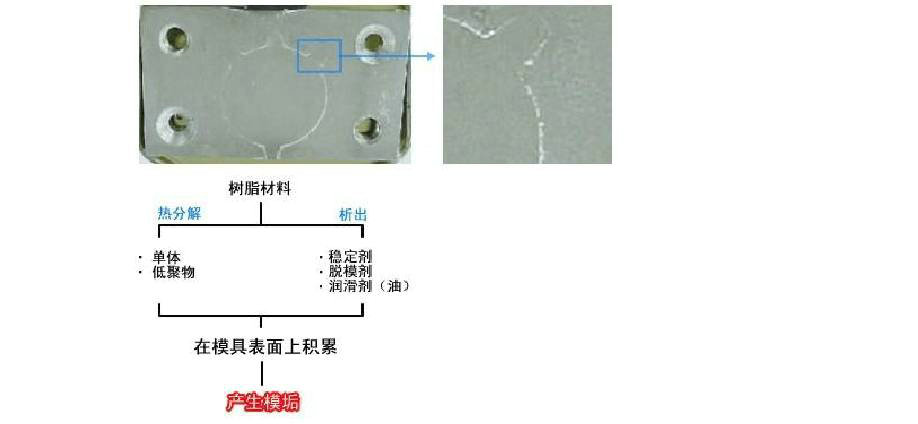
1. Formation de tartre de moisissure
L’encrassement du moule fait référence à un phénomène dans lequel des attaches se déposent à la surface du moule (voir la figure ci-dessous). L’encrassement des moules se produit lors du moulage par injection de presque tous les thermoplastiques. Lorsque les exigences fonctionnelles du produit final doivent être mélangées avec des additifs associés (tels que des modificateurs, des ignifugeants, etc.), ces additifs sont susceptibles de rester à la surface de la cavité du moule pendant le processus de moulage, conduisant à la formation de calamine.
Il existe d'autres raisons pour la formation de tartre de moisissure. Les raisons les plus courantes sont les suivantes :
▶Les produits de décomposition thermique des matières premières ;
▶Force de cisaillement extrême de l'écoulement de la matière fondue pendant le moulage par injection ;
▶Échappement inapproprié ;
L'encrassement par les moisissures causé par ce qui précède est souvent une combinaison de différents facteurs, et il est très difficile de savoir ce qui cause l'encrassement par les moisissures et comment l'éviter, et l'encrassement par les moisissures ne se formera qu'après quelques jours.
2. Types de calamine
1) Divers additifs produisent des types spécifiques de dépôts de moisissures. Le retardateur de feu réagira à haute température pour former une décomposition et éventuellement produire des produits à base de tartre. Sous l'influence d'une température excessivement élevée ou d'une force de cisaillement extrême, l'agent anti-impact se séparera du polymère et restera à la surface de la cavité du moule pour former des calamines.
2) Le pigment du plastique technique thermoplastique fond à haute température, ce qui réduira la stabilité thermique du matériau de moulage, entraînant la combinaison d'un polymère dégradé et d'un pigment décomposé pour former des calamines de moule.
3) Les parties particulièrement chaudes du moule (telles que le noyau du moule), les modificateurs/stabilisants et autres additifs peuvent coller à la surface et provoquer un encrassement du moule. Dans ce cas, des mesures doivent être prises pour obtenir un meilleur contrôle de la température du moule ou utiliser des stabilisants spéciaux.
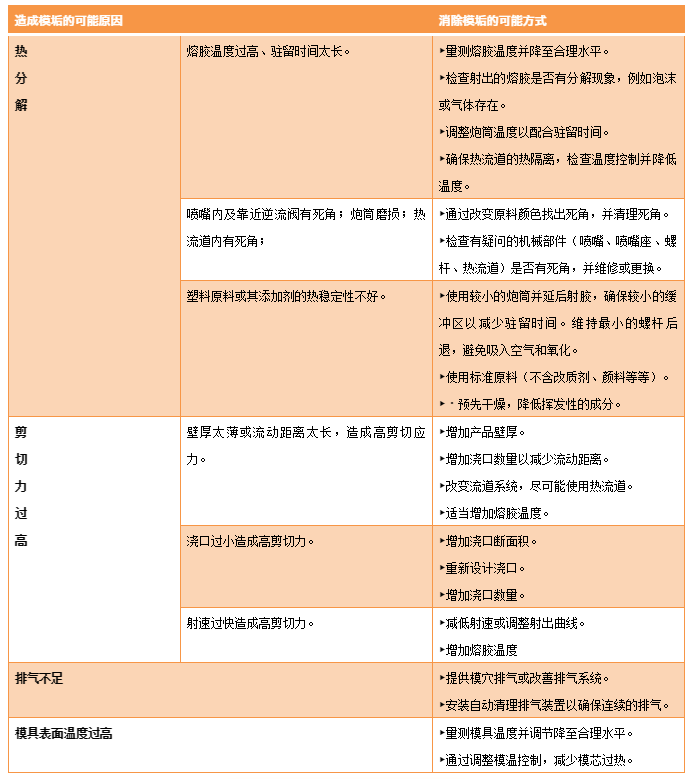
Le tableau suivant répertorie les causes possibles d'encrassement par les moisissures et les mesures préventives :
Troisièmement, l'apparition soudaine de mesures de lutte contre l'encrassement des moisissures
Si l'encrassement du moule se produit soudainement, cela peut être dû à des changements dans les conditions de moulage ou au remplacement de différents lots de matériaux de moulage. Les suggestions suivantes peuvent aider à améliorer l’encrassement des moisissures.
Tout d'abord, mesurez la température de la fonte et vérifiez visuellement si la fonte est décomposée (comme des particules brûlées). Vérifiez en même temps si les matériaux de moulage sont contaminés par des substances étrangères et si les mêmes produits de nettoyage sont utilisés. Vérifiez l'état d'échappement du moule.
Encore une fois, vérifiez la machine en fonctionnement : utilisez des matériaux de moulage de couleur colorante (sauf le noir), éteignez la machine de moulage par injection après environ 20 minutes, retirez la buse et le connecteur, si possible, retirez-le avec la vis, vérifiez si la matière première a des particules brûlées et procédez à la comparaison des couleurs de la matière première, découvrez rapidement la source de l'encrassement du moule.
Des causes surprenantes de défauts d’encrassement des moisissures ont été trouvées dans de nombreux cas. Cette technologie est particulièrement adaptée aux petites machines de moulage par injection, avec un diamètre de vis maximum de 40 mm. L'élimination de l'encrassement du moule améliore également nettement la qualité des pièces lors du moulage d'autres matières premières. Les contre-mesures ci-dessus conviennent également au moulage avec des systèmes à canaux chauds.
L'encrassement des moules entraîne des défauts d'apparence des pièces moulées par injection, notamment des pièces présentant une érosion superficielle, qui peuvent être réparées par sablage avec des machines de sablage.

Quatrièmement, entretien des moisissures
Lorsque l'encrassement du moule ne peut être éliminé en utilisant toutes les mesures ci-dessus, l'entretien et la maintenance du moule doivent être renforcés.
Les dépôts de moisissure sur la surface du moule sont plus faciles à éliminer au stade initial, c'est pourquoi les cavités du moule et les canaux d'échappement doivent être nettoyés et entretenus régulièrement (par exemple, après chaque lot de production de moulage). Si le moule n'est pas entretenu et entretenu pendant une longue période, il est très difficile et prend beaucoup de temps d'enlever le tartre du moule une fois que le moule a formé une couche épaisse.
Les sprays utilisés pour l'entretien et la maintenance des moules à injection comprennent principalement : agent de démoulage, agent antirouille, huile pour dé à coudre, détachant de colle, agent de nettoyage de moule, etc.
La composition chimique du tartre de moisissure est très complexe et de nouvelles méthodes doivent être utilisées et essayées pour l'éliminer, telles que des solvants généraux et divers solvants spéciaux, des sprays pour four et de la limonade contenant de la caféine. Une autre manière particulière consiste à utiliser du caoutchouc pour nettoyer les chenilles des modèles réduits.

5. Suggestions pour prévenir l’encrassement par les moisissures
Lors de l'utilisation de moulage à canaux chauds et de matières premières sensibles à la chaleur, le temps de séjour en fusion sera plus long, augmentant ainsi le risque de décomposition des matières premières et de formation de calamine dans le moule. Nettoyez la vis de la machine de moulage par injection.
Des glissières et des portes plus grandes sont utilisées lors du formage de matériaux sensibles au cisaillement. Les portes multipoints peuvent réduire la distance d'écoulement, réduire la vitesse d'injection et réduire le risque d'encrassement du moule.
Une évacuation efficace des moisissures peut réduire le risque d’encrassement des moisissures. Réglez l'échappement du moule approprié pendant la phase de conception du moule. Un système d’échappement automatique ou une méthode d’échappement capable d’éliminer facilement les dépôts de moisissure est le meilleur choix. L'amélioration du système d'échappement se traduit souvent par une réduction des dépôts de moisissure sur le moule.
Couvrez la surface de la cavité du moule avec un revêtement antiadhésif spécial pour éviter la formation de dépôts de moisissure. Des tests doivent être effectués pour évaluer l'effet du revêtement.
Le traitement au nitrure de titane sur la surface intérieure du moule peut éviter la formation de tartre sur le moule.
Cet article provient d'Internet, uniquement à des fins d'apprentissage et de communication, sans but commercial.















 Siège social : No. 539 Bohai Road, district de Beilun, ville de Ningbo, province du Zhejiang, République populaire de Chine
Siège social : No. 539 Bohai Road, district de Beilun, ville de Ningbo, province du Zhejiang, République populaire de Chine
 +86-18067123177
+86-18067123177